-

广东好掌柜智能展示科技有限公司
主营:手机展示柜,手机柜柜台,手机柜台厂家,手机配件柜,手机收银台

广东好掌柜智能展示科技有限公司
主营:手机展示柜,手机柜柜台,手机柜台厂家,手机配件柜,手机收银台 12
12

口罩机框架系统主要有哪些系统组成,如下:
使有工业铝型材和铝型材配件配合组装而成。
全自动送料系统:
1.铝合金机架,坚固美观,保证成品的尺寸;
2.不锈钢夹具,可左右调节;
3.张紧轮设置,调节布幅张紧度,从而有效保证成品的美观和平整度
4. 独立鼻线输送组,方便调整以及维护。
的白衣天使和时间赛跑,拯救病人,我们在后方也不能懈怠!我们所有的工作也要和时间赛跑,争取提供更多的设备铝型材框架,生产出更多的口罩和防护服,让大家都安全的生活和工作。中国加油!相信我们的凝聚力和信心会战胜这次。
铝合金型材加工过程中必不可少的一个环节就是对铝型材进行冲压,口罩机框架如何才能率,高精度的完成这个加工过程呢,相信大家都很感兴趣,西典数控为您总结了一下,一共有以下几点:
1) 合理的结构设计
①合理选择冲压方向;对于一些凹槽类或嵴片状铝型材冲压,选择不同的冲裁方向,凹凸模的结构设计差别非常大。条件允许时,尽量采用从上往下的冲裁方式较为合理,因为这样凹模不会因刃口太薄而影响寿命。
②一模具多工位结构;有些工件的结构需从多个方位进行冲裁才可能实现,如果采用1个工位实现,不仅模具设计和加工的难度大,而且还会因操作不便生产效率反而降低。如果采用多个模具实现,不仅占用机床、人员多,生产效率低,而且多次周转外观质量不好控制。模具设计成一模多工位复合,即工件通过更换工位分次冲切加工的模具结构,既解决模具设计和制造困难,又实现了加工工序的集中,避免了多机床加工、多次转序影响工件表面质量,并获得了较高的生产效率。当工件较长或较大时,同一面有多处不同的加工时也可采用一模具多工位结构,这样可简化模具结构,减小模具尺寸及配用机床的吨位。
③多级定位结构。当工件较长或较大时,同一面、同轴线有多处相同形状加工时,模具定位设计成手柄摇杆式多级定位,每完成1个冲次,旋转一次手柄并同时往前送料至下一定位再进行冲压,依次完成多处加工。这样模具可设计成由机床前往后送料,与常用的多点插销式定位从两侧面送料相比具有效率高、占用场地小的优势。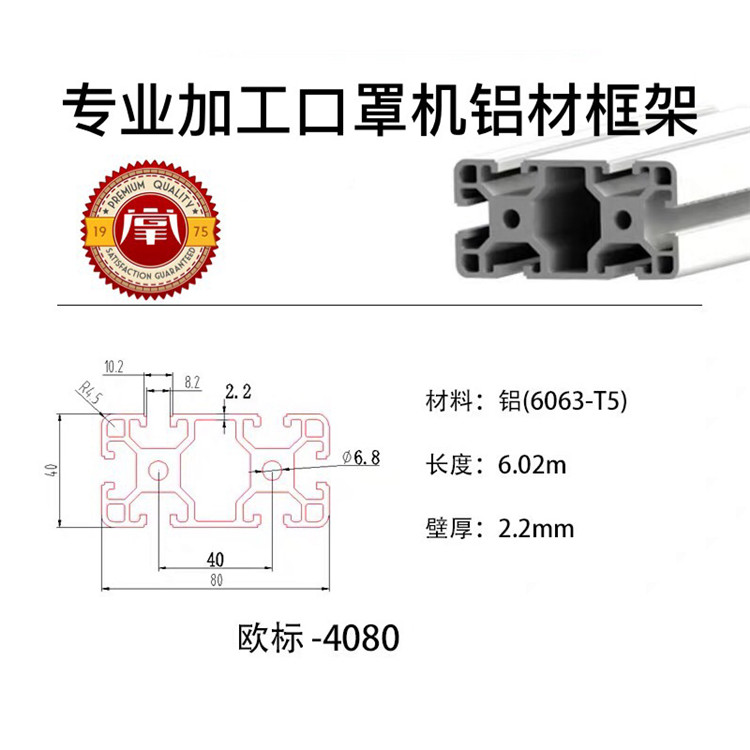
我们都知道,口罩机框架挤压出来的铝型材大多都是半成品,想得到各种实用的产品,需经过精加工。那么,如何在短时间率、高精度的完成大批量的订单,成为了众多企业家的心头之痛。在大批量生产时想达到率、低成本,冲压和锯切无疑是较佳的选择。
铝型材锯切工艺可分为单向锯切和万向锯切。
单向锯切
单向锯切比较容易理解,即单锯片与铝型材截面平行或成一定角度的锯切。口罩机框架虽然单向锯切工艺原理比较简单。但要想实现大批量、高精度、率、低成本的生产加工,并不是那么容易。常见的问题有:切断面不平整、毛刺过大;铝型材表面容易划伤;长度尺寸**差等。
万向锯切
由于铝型材截面复杂,有些部位需经多次冲压加工来实现,还有些部位冲压模具无法加工,须使用数控加工中心加工。针对生产成本高、效率低等一系列问题点,结合锯切原理及特性,突破传统设计理念,创新设计出万向锯切机,很容易的解决了这类问题。万向锯切机可实现锯切v形、U形、直角形等形状缺口加工,且一次能够同时完成多个料壁、多个工件的切除,效率高、成本低。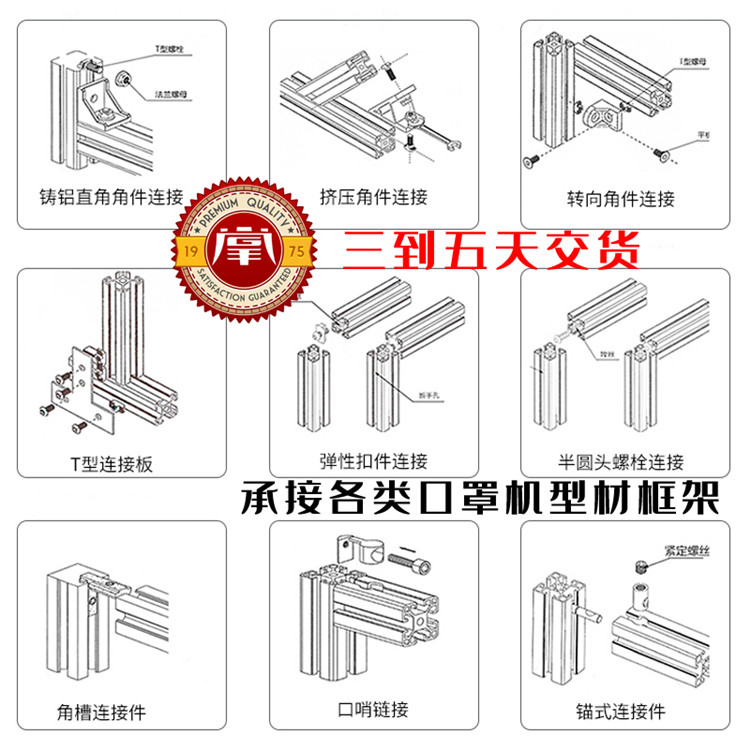
口罩机一般由多台机器配合完成生产,口罩机框架因为需要将多层无纺布通过热压、折叠成型、超声波焊接、废料切除、耳带鼻梁条焊接等工序才能生产出一枚过滤性口罩。生产口罩的口罩机框架是由工业铝合金型材组装定做的,所以近期,很多铝型材厂家都在生产口罩机流水线框架。
2
口罩机铝型材框架是由工业铝型材加工组装而成的口罩机流水线的重要组成部分。口罩机框架工业铝型材经过切割、攻丝、打孔等加工处理用铝型材相关配件连接即可,*焊接,环保安全。铝合金材质使其防腐耐磨抗氧化,使用寿命长。
http://lm8310.cn.b2b168.com
欢迎来到广东好掌柜智能展示科技有限公司网站, 具体地址是广东省中山市南区街道先施一路好掌柜工业园,联系人是李冬梅。
主要经营广东好掌柜智能展示科技有限公司主营手机展示柜、手机柜柜台、手机柜台厂家、手机配件柜、手机收银台。公司自成立以来,一直致力于通讯、电子、智能类终端展示道具的开发研制及新零售卖场空间设计规划,在通讯、电子、智能类终端展示道具产品领域里奠定了雄厚的基础,是国内该领域当之无愧的*企业。
。
单位注册资金单位注册资金人民币 500 - 1000 万元。
我公司在机械产品领域倾注了无限的热忱和激情,公司一直以客户为中心、以客户价值为目标的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!